







Respectez les dimensions et les angles minimaux pouvant être réalisés avec ce matériau. Les angles aigus sont réalisables à partir de 20°. Lorsque l’angle est inférieur à 20°, son sommet doit se terminer par un plis d’au moins 25 mm.

Veuillez noter que la réalisation de lettres fraisées, de logos d’entreprise, de motifs perforés et autres usinages de ce genre ne sont autorisés que sur les panneaux composites avec âme FR. Par contre, ces usinages ne sont pas autorisés sur les panneaux avec âme A2.

Remarque
Lors de l’usinage des panneaux composites, prenez soin de toujours utiliser un équipement de protection et de sécurité individuel approprié.
Les options d'usinage suivantes sont disponibles :
Cliquez sur le thème souhaité pour accéder directement aux instructions correspondantes :
Les panneaux composites PREFABOND peuvent être usinés en utilisant les outils suivants : scie circulaire portative,
scie circulaire sur table, scie à panneaux verticale et scie circulaire pour métaux. Les lames de scie diamantées sont également idéales, car elles permettent d’augmenter la durée de vie des outils. Veillez à toujours usiner les panneaux sur leur envers afin de protéger la face visible laquée. Il est expressément recommandé d’aspirer la limaille en cours de travail.
Remarque
Pendant la découpe, veillez à réduire au maximum les bavures générées par la lame de scie. Si ce n’est pas le cas, cela signifie que la lame de scie doit être entretenue (aiguisée), voire changée.
Préparez les points fixes et les points coulissants qui permettront la fixation mécanique des panneaux composites. Percez les trous en utilisant une perceuse standard, une perceuse à colonne, une scie cloche ou une scie trépan.
Une défonceuse ou une scie sauteuse permettent de réaliser facilement tous les types de découpe (p. ex. contours de lampe ou de poignée de porte). Aidez-vous d'un gabarit pour réaliser ces découpes.
Remarque
Les découpes complexes, comme celles de lettres, de logos d’entreprise, etc., peuvent être réalisées en usine par PREFA avec une fraiseuse à commande numérique. Le contour souhaité doit être communiqué à PREFA dans un fichier au format .DWG ou .DXF.
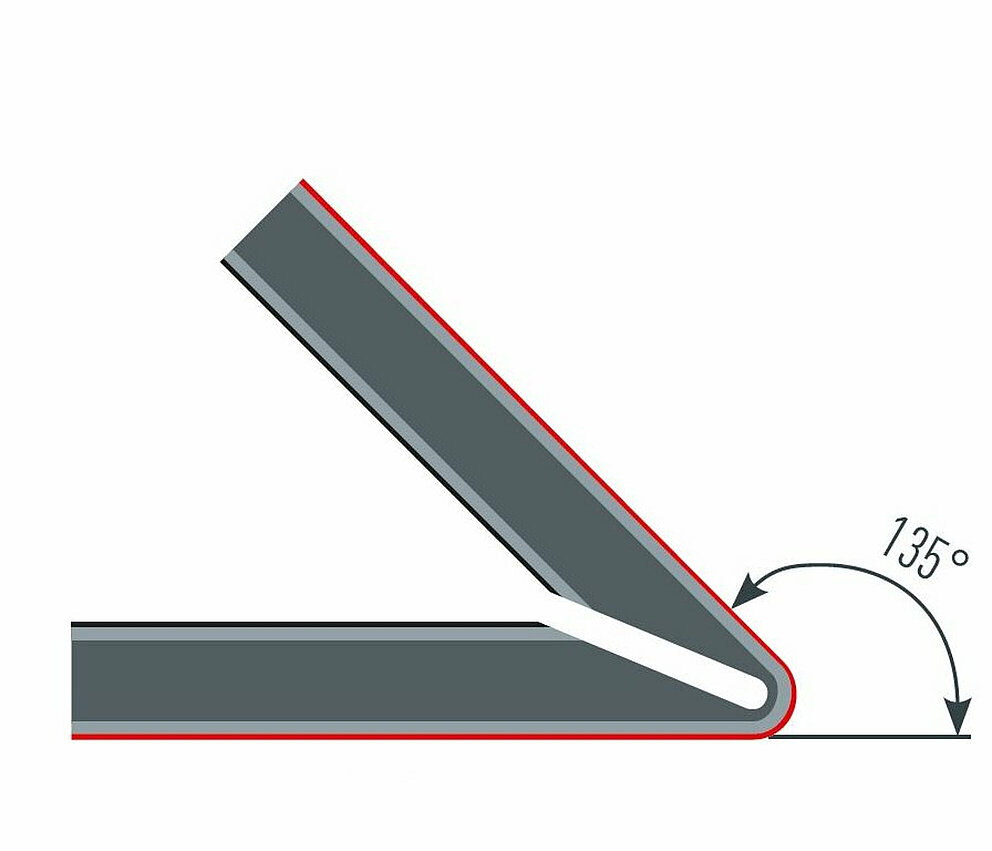
Les embrasures et les angles peuvent être réalisés grâce à la technique du rainurage en V, autant pour les angles rentrants que pour les angles sortants. On utilisera à cet effet une fraise à rainurer en V avec un angle de 90° ou de 135°.

Afin d’éviter la formation de fissures sur la face visible laquée, le pliage des panneaux composites doit être effectué à une température (à la fois ambiante et du matériau) d’au moins 5 °C pour les panneaux PREFABOND avec âme FR et d’au moins 20 °C pour les panneaux avec âme A2.
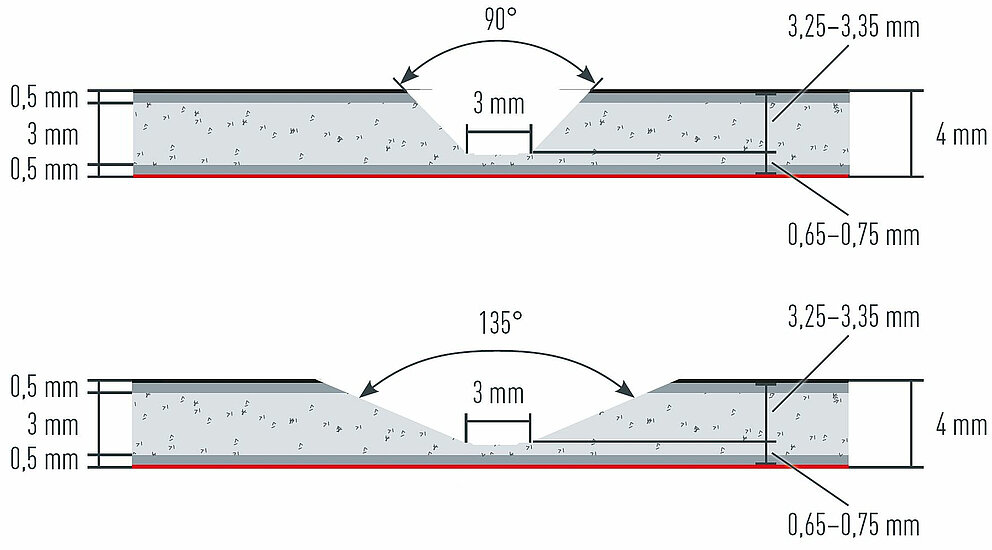
En particulier pour les panneaux composites avec âme A2, PREFA conseille de ne réaliser le rainurage en V qu’au moyen d'une machine-outil à commande numérique (MOCN), et ce afin de garantir la parfaite exactitude de la profondeur de rainurage.
Si le pliage est réalisé à basse température (≤ 15 °C), cela peut ternir quelque peu l’aspect du revêtement. Pour éliminer ce ternissement, chauffez les panneaux à une température d’au moins 20 °C.
La rainure en V requise pour la pliure doit toujours être fraisée sur l’envers du panneau, autant pour les angles rentrants que sortants. Pour être réalisé correctement, le rainurage en V doit conserver une épaisseur de tôle de couverture de 0,5 mm sur la face visible laquée du panneau. Sur la face opposée, il faudra garder 0,2 mm à 0,4 mm de l’âme dans le cas d'une âme FR, et 0,15 mm à 0,25 mm de l’âme dans le cas d'une âme A2.
On utilise généralement des fraises à rainurer avec un angle d’ouverture de 90° ou 135°.
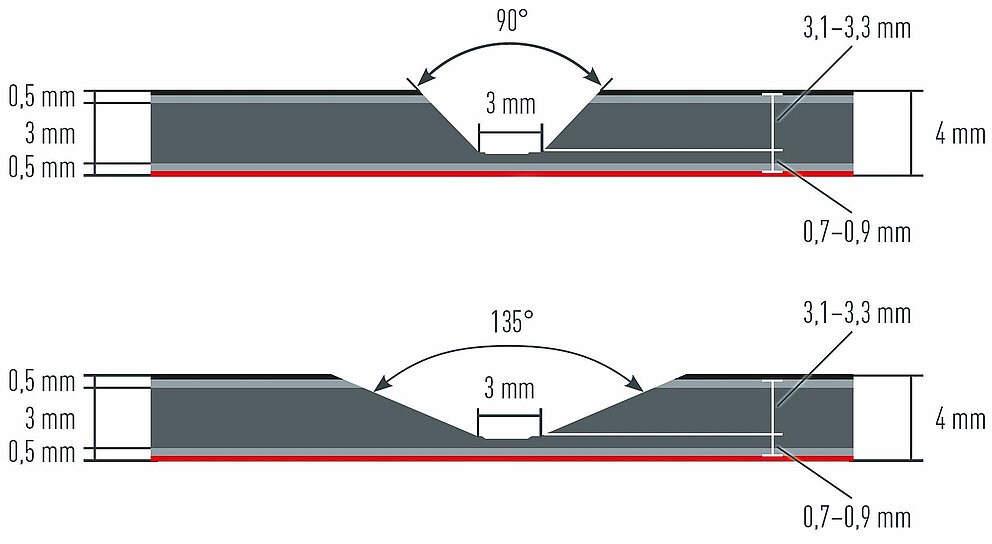
Si la profondeur de la rainure en V est trop importante (que ce soit sur une partie ou sur la totalité du rainurage), il sera impossible de conserver le même rayon de pliage sur toute la longueur et donc d’obtenir une pliure parfaitement esthétique. De plus, des fissures peuvent apparaître sur la face visible de la tôle d’aluminium. Par contre, si la profondeur de la rainure en V est insuffisante, le pliage devient très difficile. L’axe de pliage de la rainure en V se situe toujours au centre du méplat de la rainure.


Notez que les panneaux composites ont tendance à reprendre légèrement leur forme après pliage. En pratique, cela signifie qu’il faut tenir compte de ce retour élastique et que le pliage doit excéder quelque peu la forme finale souhaitée si l’on veut obtenir la précision dimensionnelle voulue. La longueur minimale d'une pliure est de 20 mm.
Remarque
Lorsque vous calculez les dimensions requises pour les panneaux, n’oubliez pas, dans le cas d’une pose collée, de tenir compte de l’épaisseur du système de collage. Suivant qu’il s’agit d’un repli intérieur ou extérieur, cette épaisseur (en général : 3 mm) devra être soit ajoutée au système de collage tel que décrit par le fabricant, soit retirée de celui-ci.

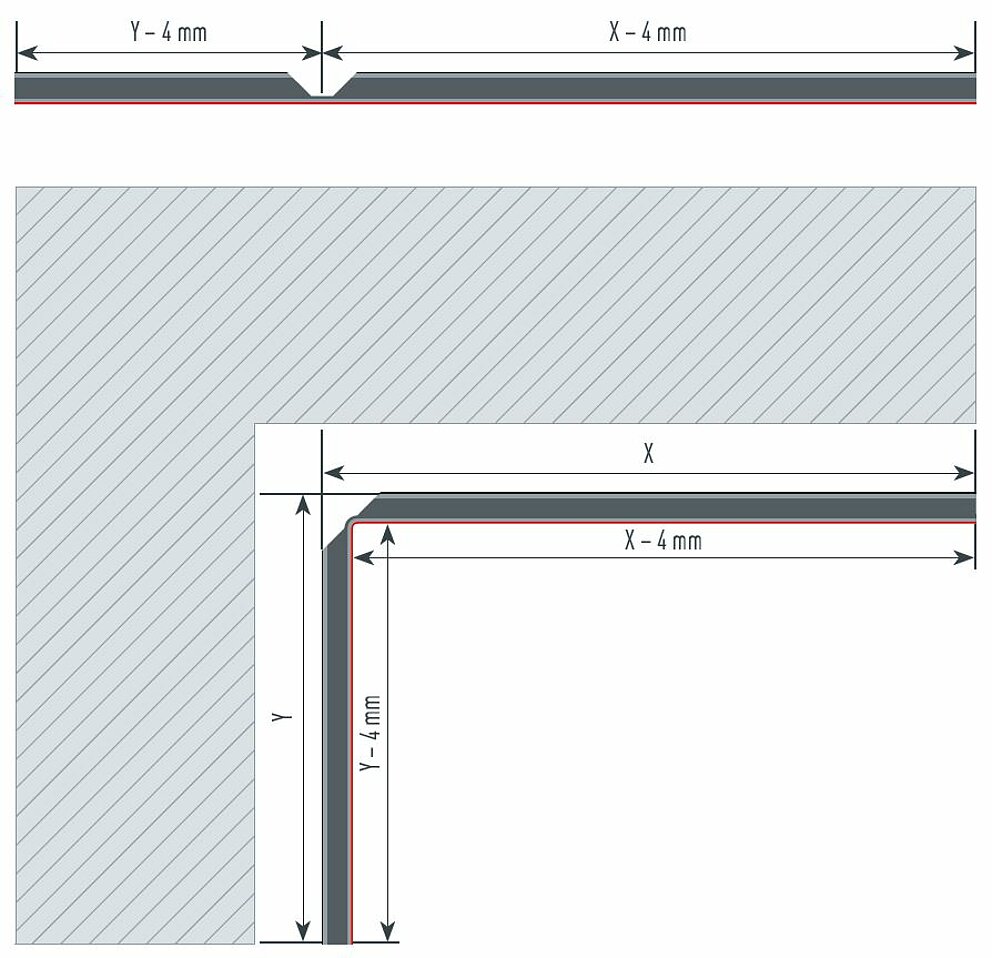
Les exemples qui suivent peuvent être pris comme références. Les illustrations présentent toutes une fixation mécanique.
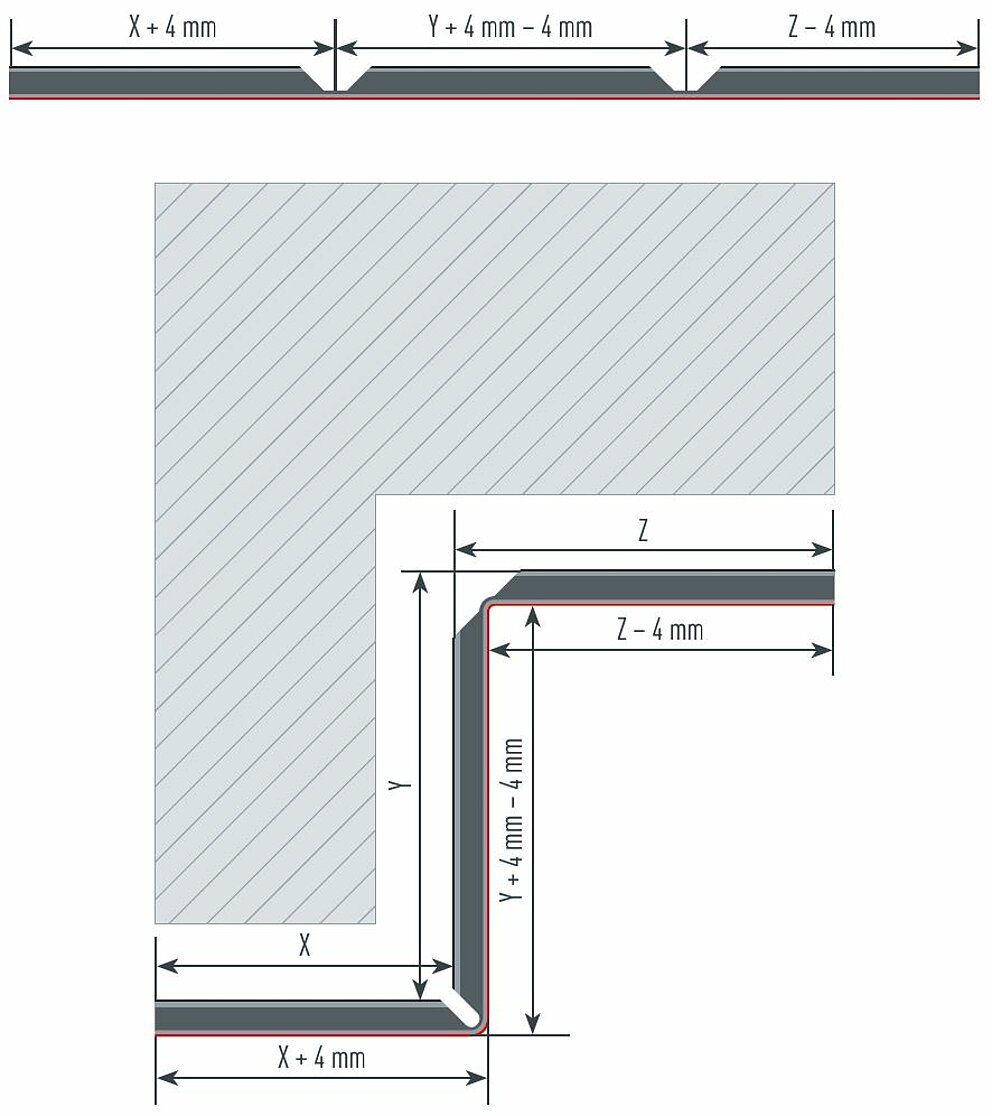
Pour un angle rentrant, l’épaisseur du panneau composite (4 mm) doit être déduite des dimensions réelles mesurées.
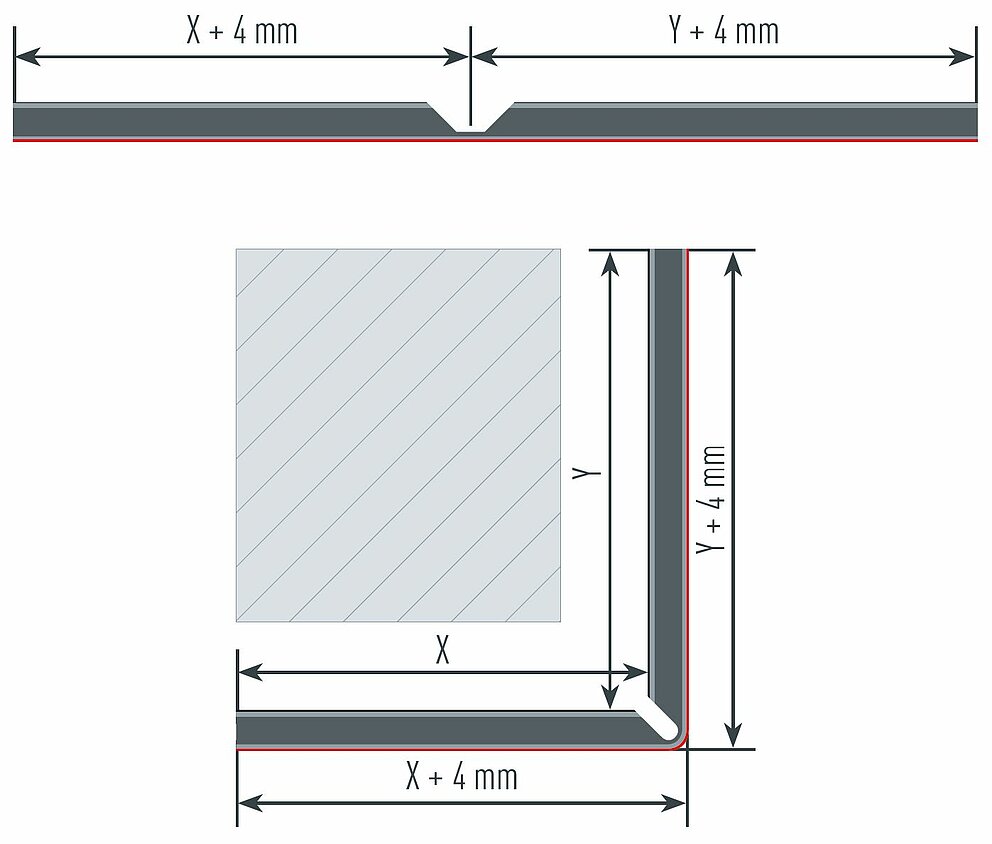
Pour un angle sortant, l’épaisseur du panneau composite (4 mm) doit être ajoutée aux dimensions réelles mesurées.
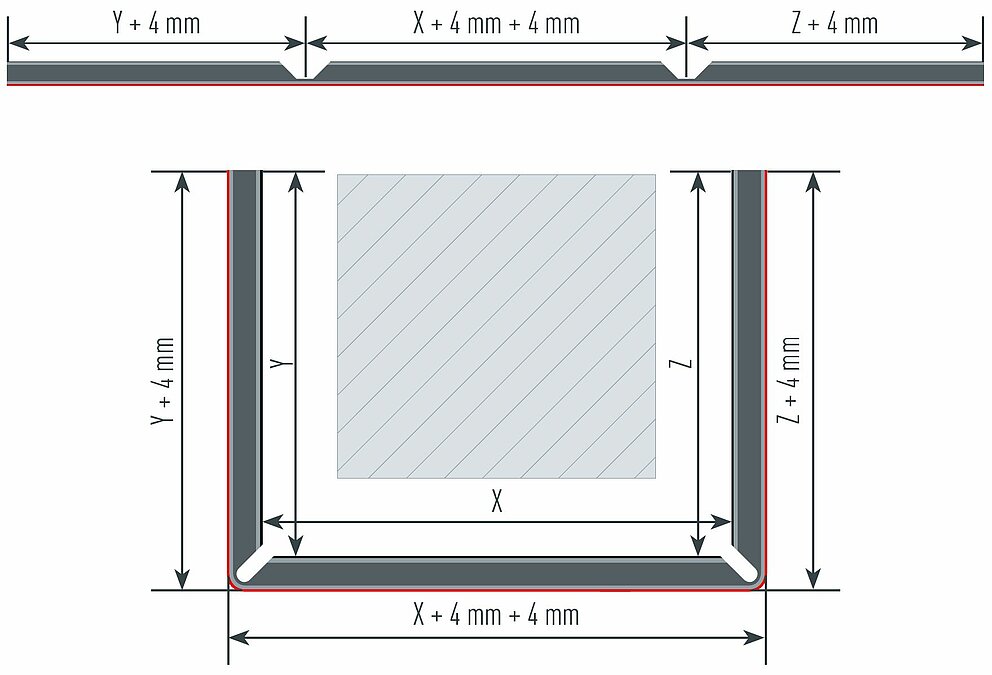
Pour les plis en U composées de deux angles sortants, considérer chaque angle séparément. Pour obtenir l’axe de fraisage exact, l’épaisseur du matériau (4 mm) doit être ajoutée à chaque côté de l’angle.
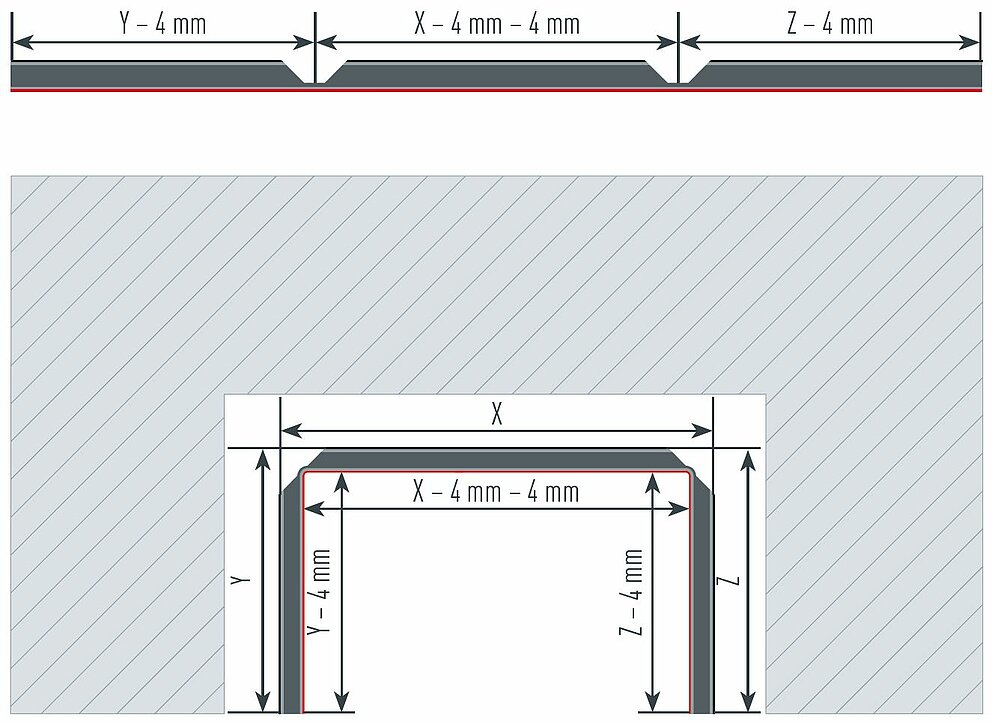
Pour un pli en U avec deux angles rentrants, considérer chaque angle séparément. Pour obtenir l’axe de fraisage exact, l’épaisseur du matériau (4 mm) doit être déduite de chaque côté de l’angle.
Pour les plis en Z composés d’un angle rentrant et d’un angle sortant, considérer chaque angle séparément. Pour obtenir l’axe de fraisage exact, soustraire 4 mm de chaque côté de l’angle rentrant, et ajouter 4 mm à chaque côté de l’angle sortant. Ces 4 mm correspondent à l’épaisseur du panneau composite.
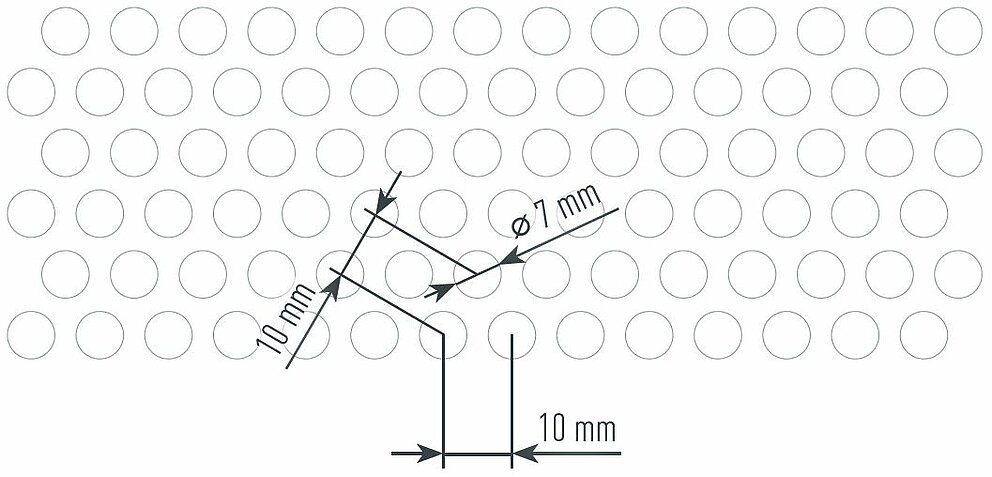
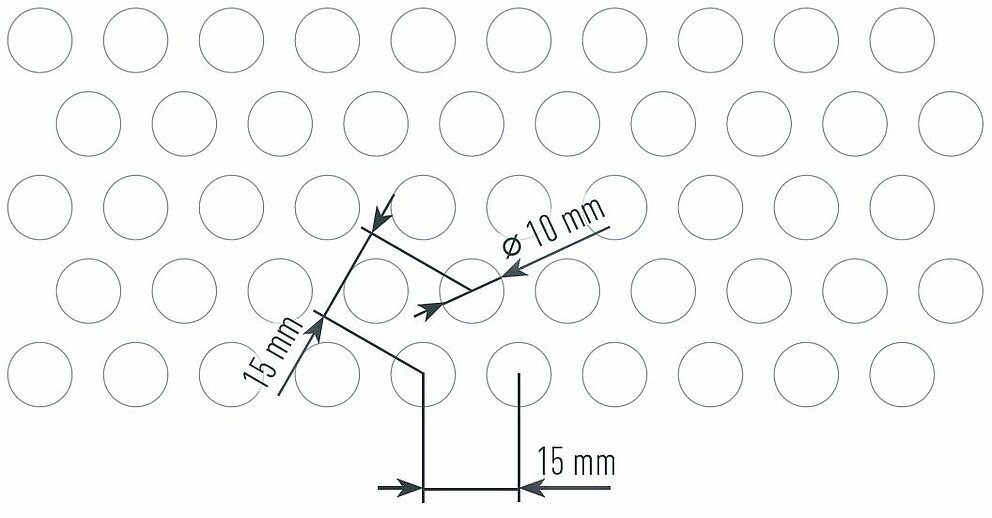
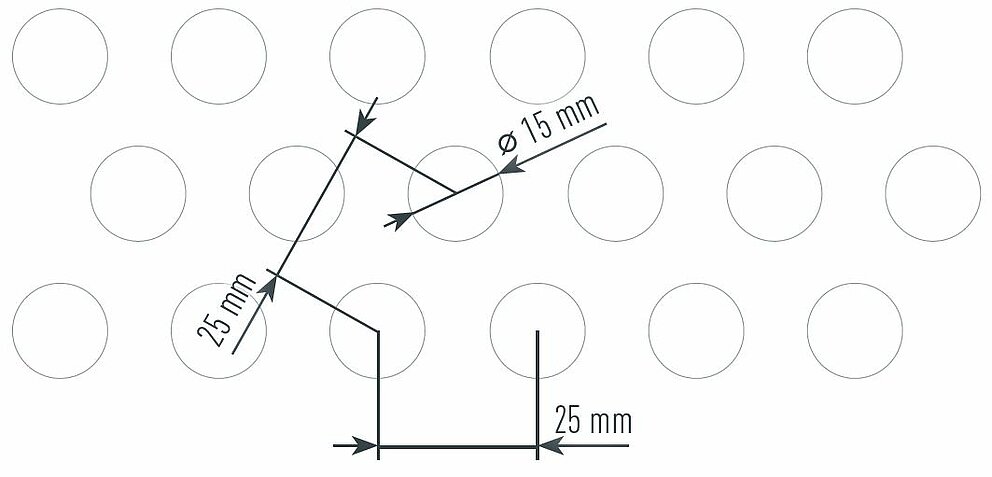
Les panneaux composites perforés PREFABOND sont perforés selon un motif régulier. En raison de la structure minérale du PREFABOND avec âme A2, une perforation avec une presse à poinçonnage n'est pas recommandée.
Disposition des perforations |
Diamètre des perforations [RR] |
Entraxe [U/TU/T] |
Coefficient de vide [%] |
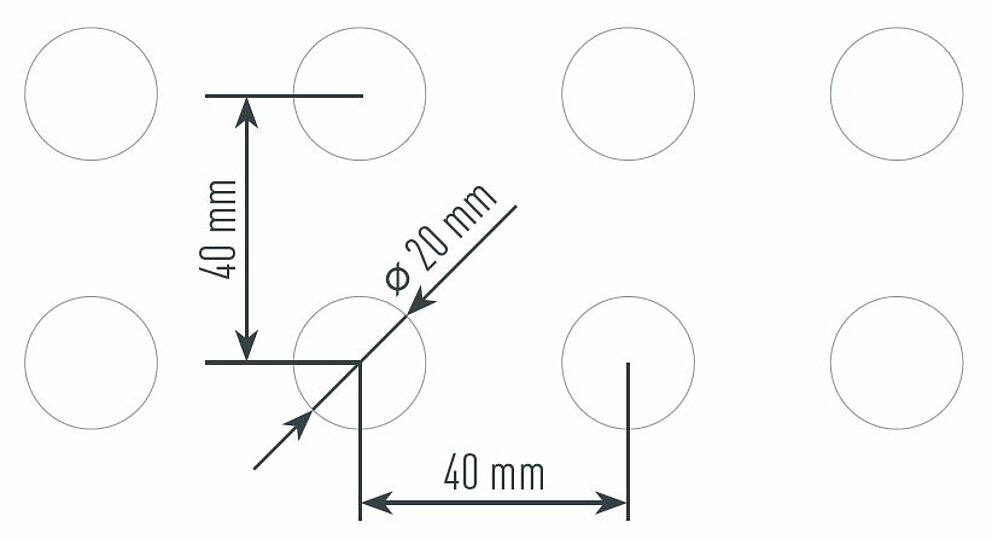
Perforations circulaires en ligne |
20 mm |
40 mm |
19,6 % |
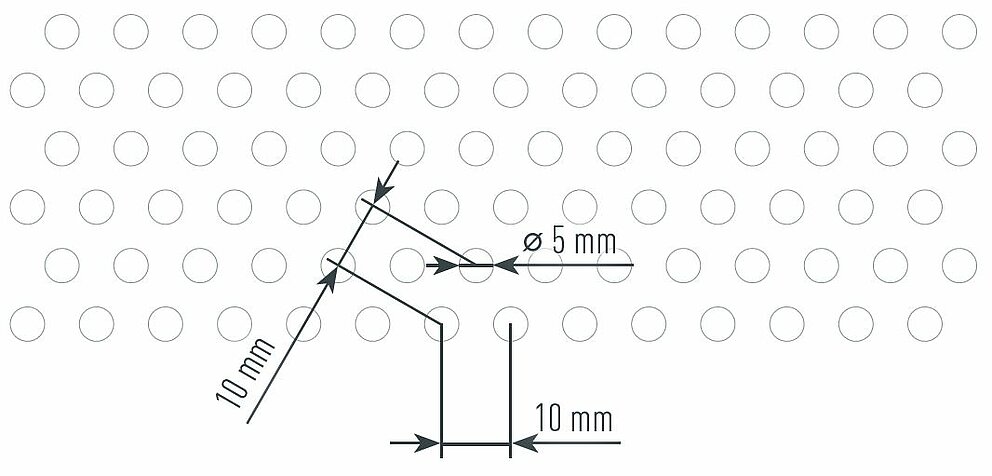
Perforations circulaires en quinconce |
5 mm |
10 mm |
22,6 % |
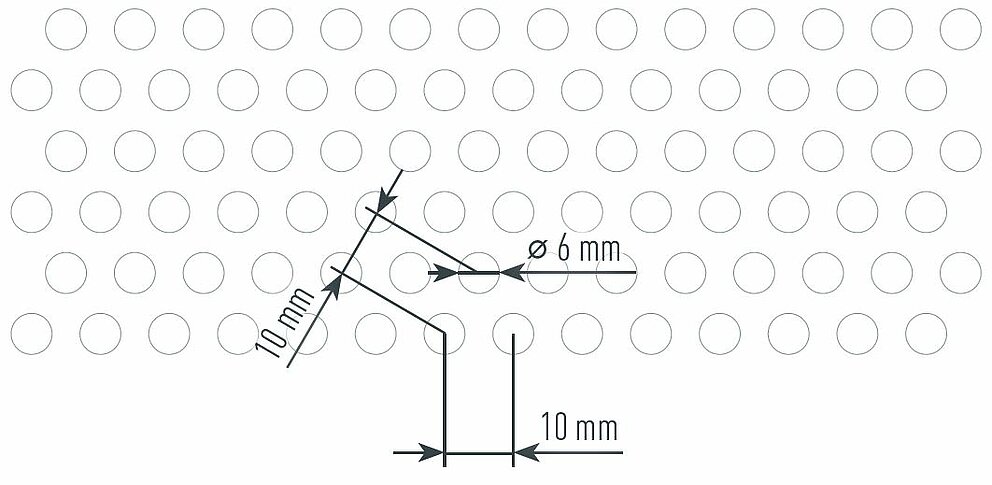
Perforations circulaires en quinconce |
6 mm |
10 mm |
32,6 % |
Perforations circulaires en quinconce |
7 mm |
10 mm |
44,4 % |
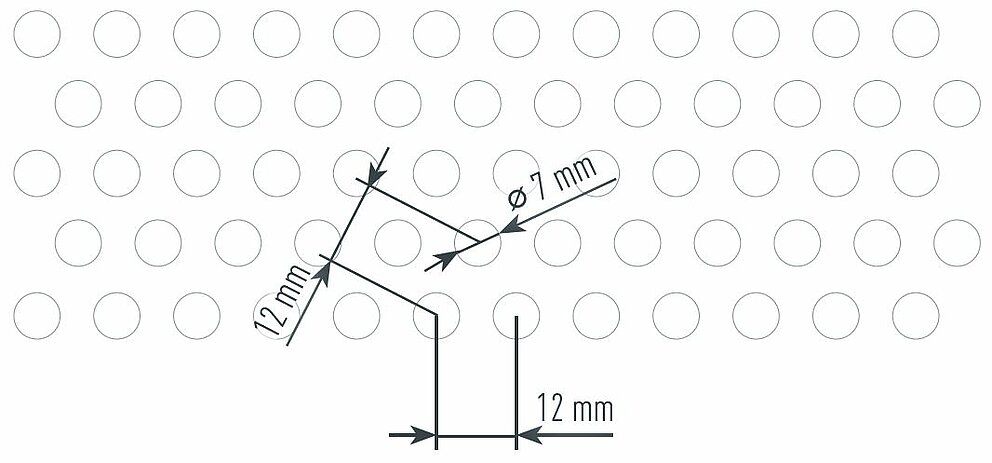
Perforations circulaires en quinconce |
7 mm |
12 mm |
30,8 % |
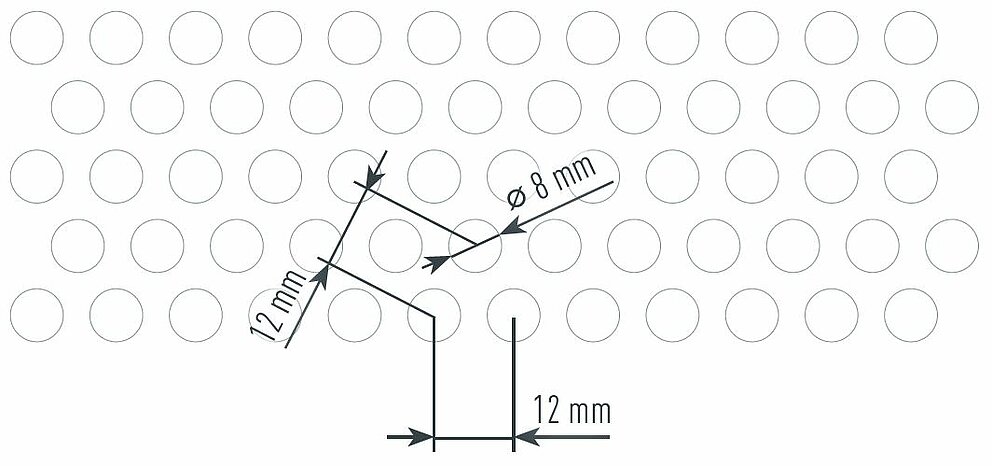
Perforations circulaires en quinconce |
8 mm |
12 mm |
40,2 % |
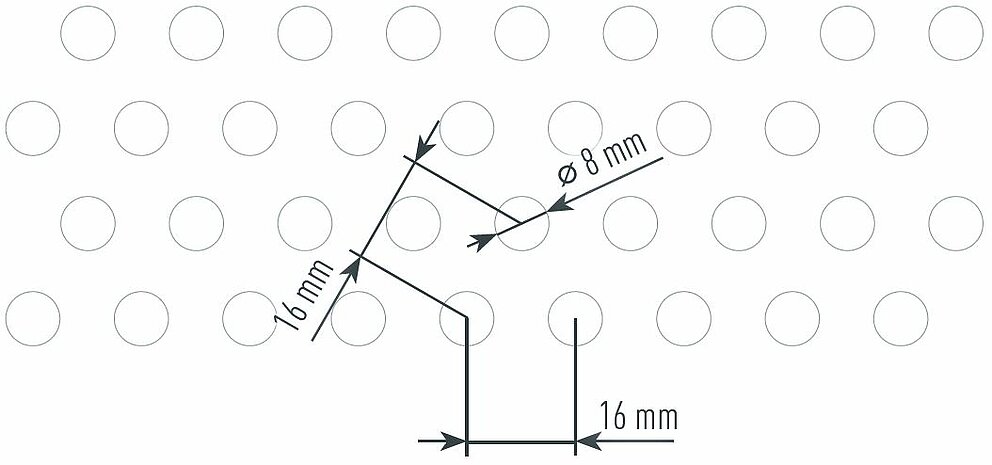
Perforations circulaires en quinconce |
8 mm |
16 mm |
22,6 % |
Perforations circulaires en quinconce |
10 mm |
15 mm |
40,2 % |
Perforations circulaires en quinconce |
15 mm |
25 mm |
32,6 % |
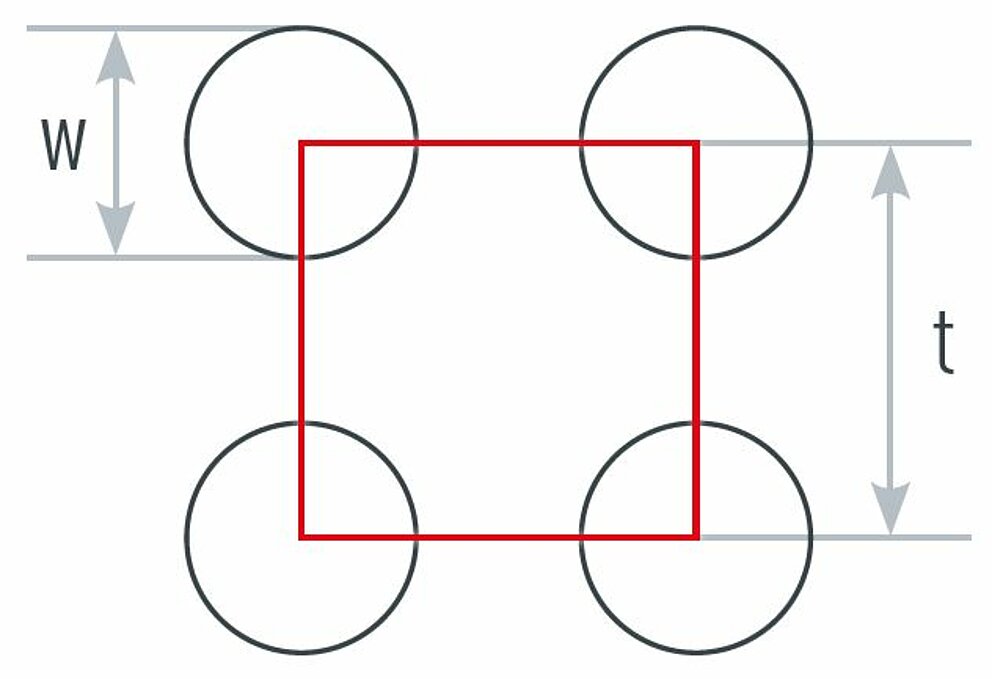
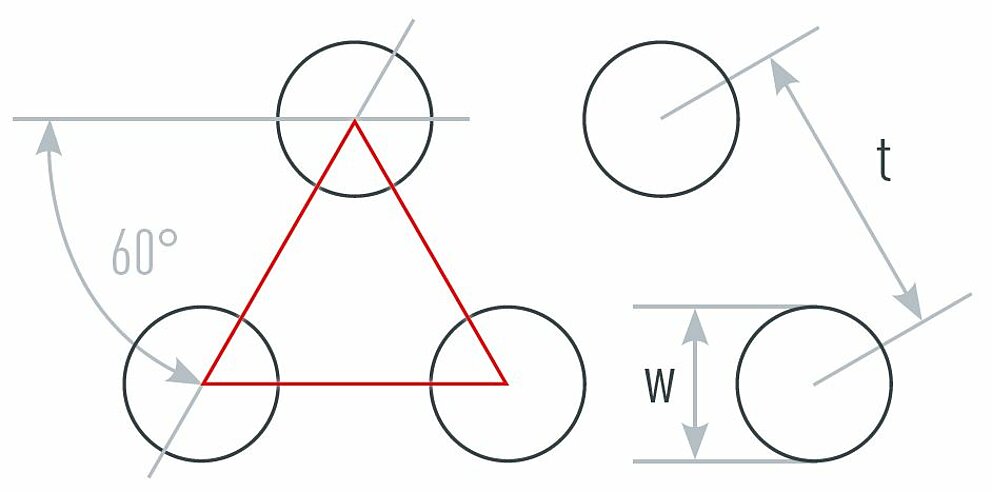
Perforations circulaires :
g = rangées alignées
v = rangées en quinconce
W = entraxe des perforations
t = répartition
Les panneaux composites en aluminium PREFABOND peuvent être cintrés sur des cintreuses à trois ou quatre rouleaux. PREFA déconseille le cintrage à la presse plieuse.
PREFA vous propose de réaliser le cintrage des panneaux composites en aluminium PREFABOND. Veuillez dans ce cas tenir compte des indications fournies ci-après.
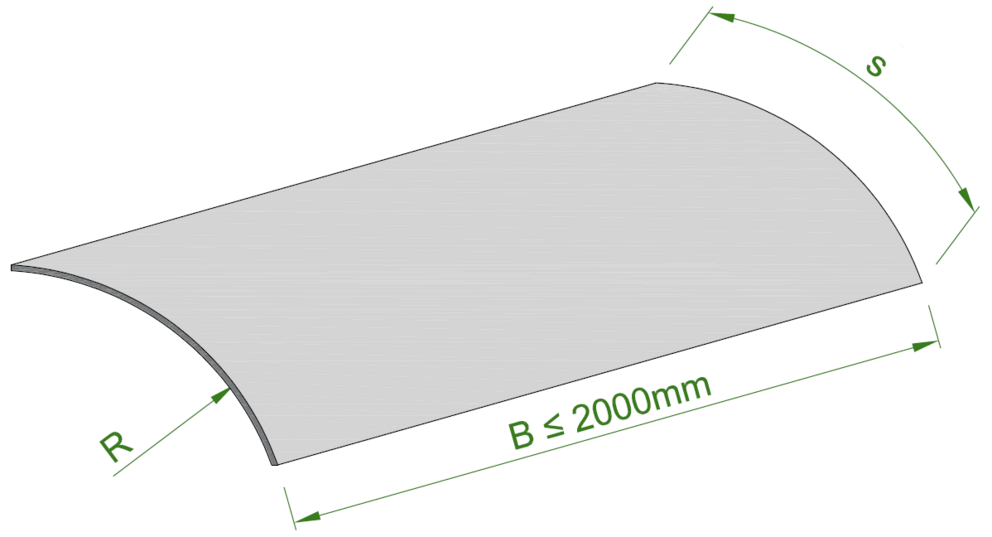
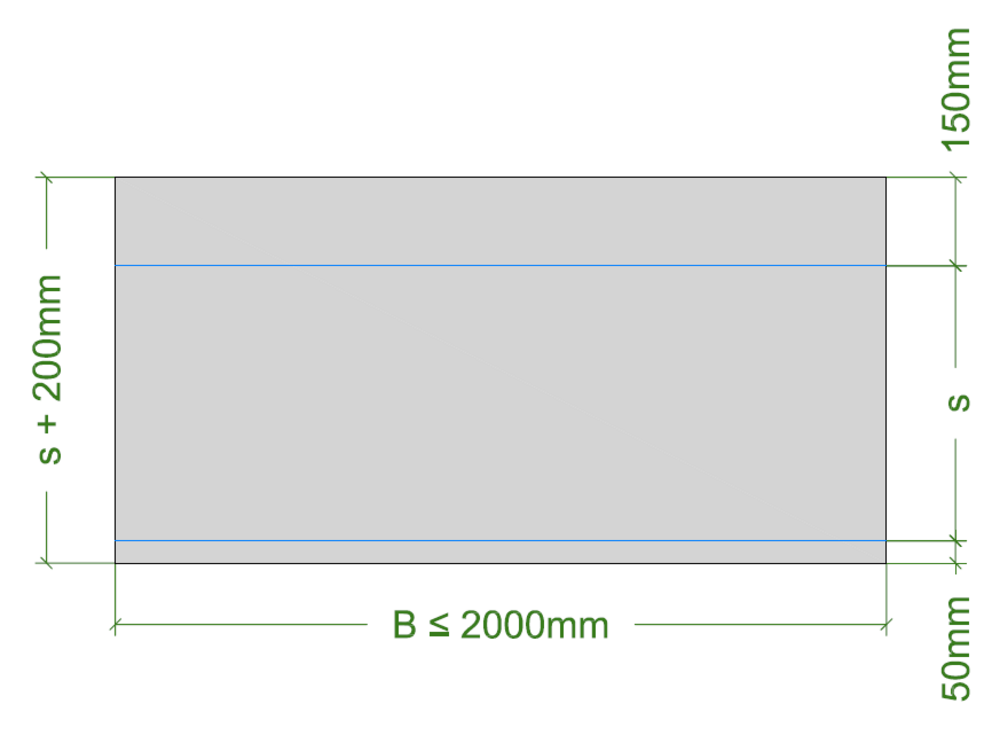
Du fait du cintrage au rouleau, les panneaux présentent un léger écrasement au niveau de leur extrémité. Une fois le cintrage terminé, PREFA découpe cette partie du panneau. Veuillez tenir compte des dimensions du panneau brut ! En effet, à ses deux extrémités, celui-ci excède de 200 mm le radian effectivement requis. On ajoute au radian (s) 150 mm à l’une des extrémités et 50 mm à l’autre.



Seul le contenu d'une catégorie de produits peut être téléchargé. Si vous avez besoin du contenu de plusieurs catégories, veuillez créer un téléchargement séparé pour chaque gamme de produits.
